


|
|
|||||||||||||||||||||||||||||





詳細說明
鑄鋼節點枝狀空間鋼結構的研究與應用
深圳文化中心黃金樹為鑄鋼節點枝狀空間鋼結構,介紹了巨型復雜鑄件的設計與鑄造工藝,樹枝結構安裝 工藝及測控手段,復雜條件下異種鋼材的焊接。
鋼結構;空間結構;鑄鋼;節點;設計;鑄造;安裝;焊接變形
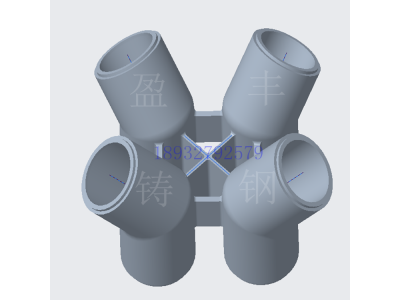
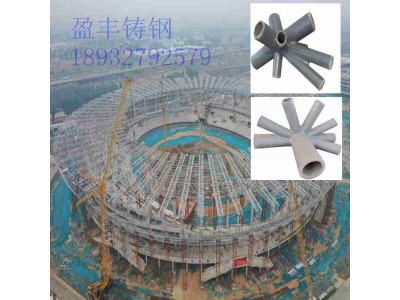
深圳市文化中心由音樂廳、圖書館和室外大平臺 組成,長312m,寬89.7m,高40m,總建筑面積8.98萬 m\圖書館和音樂廳入口處均設有對稱分布的樹型結 構的大前廳,樹型結構表面裝飾成黃金色,故稱黃金 樹。黃金樹按照樹的生長機理設計,從下至上由主干、 粗枝、中枝和端枝組成,多根鋼管桿件以不同的角度匯 交于一點,為鑄鋼節點枝狀空間鋼結構(見圖1)。黃金 樹建筑高度達40m,2棵樹投影面積約3400m2 0匯交節
點共計67個,形 狀各異,節點伸出 的枝管數量為3~ 10個。鋼結構工 程量約1200t,主桿 件共計216根。復雜鑄鋼節點達
10個分枝、重達7.71U
鑄鋼節點
本工程的深化設計按國外做法由施工單位完 成,設計單位只進行審查。由于結構新穎獨特,尤其是 鑄鋼節點造型復雜、體積龐大,給節點的計算和受力分 析帶來困難。
鑄鋼節點具有不同性、多枝性、分枝多向性、體 積龐大、重量大等特點。從模型選擇與制作、骨架打孔 定位、插桿,到鑄件精度控制,都是鑄鋼鑄造的新課題。
枝狀空間結構為不規則結構,規模龐大,確保 黃金樹整體安裝到位且控制其精度,是一大難題0
黃金樹的安裝測控是一個復雜、龐大的體系。 安裝過程中的累計誤差控制難,相關節點的協調和修 正難。
枝狀空間結構焊接約束較多,焊接變形控制較 難,鑄鋼件體形復雜、現場焊接空間狹窄,而且鑄件與 鋼管對接為不同材質、不同壁厚的高空全位置焊接。
鑄鋼節點案例
黃金樹結構與鑄鋼節點造型的深化設計、節點鑄 造、結構安裝、測控與焊接等方面的綜合技術在國內尚 無先例可循,具有較大難度。
2.1巨型復雜鑄件的設計及驗算
通過對節點的大量計算 和分析,創造性地釆用半空 心半實心的節點形式(見圖 2),解決了鑄鋼節點的構造和受力難題。
材質 通過化學成分、力學性能比較,選用中 國牌號ZG275485H代換原牌號(日本)SCW480焊接結 構用鑄鋼件。
模型建立 節點設計既要保證建筑安全,又要 滿足鑄造工藝可行,安裝方便。選取一些代表性的節 點建立計算模型進行分析G
節點計算 運用ANSYS軟件計算節點的彈塑 性應力分布及極限承載力,考核其節點的破壞機理。
節點分析與選擇實心節點極限承載力 為設計承載力的45倍左右,鑄造相對容易,但造成材 料的浪費,加大了節點的自重,同時難以解決一些焊接 技術問題,對整個黃金樹結構受力將產生不利的作用; 空心節點 模型壁厚取28mm時,極限承載力為設 計承載力的5.71倍,材料省,自重輕,但給鑄造帶來相 當大的困難;半實心節點節點管徑450mm或 350mm,壁厚40mm。極限承載力為設計承載力的15倍 左右,可以減輕節點自重,能解決節點焊接難度,同時 鑄造工藝可行;根據各類型節點受力狀況及鑄造、安 裝、焊接難度進行綜合考慮,選擇安全、經濟、合理可行 的半空心半實心節點。
2.2鑄件的鑄造工藝
針對鑄件體積大、重量大、分枝多及半空心等特 點,經查詢資料和市場調研,傳統的木模、蠟模、金屬模 等工藝均不能解決制模問題,這就要求在模型選擇與 制作、鑄造工藝、成品的精度控制等方面采用新工藝。
模型選擇消失模鑄造工藝廣泛運用于汽車 制造業,模具的材料可以隨鋼水自然揮發消失,但用于 如此復雜的建筑還是第一次。經過改進,采用消失模 鑄造工藝。
模型制作將圖紙數據轉換成機床能夠識別 的數據格式,然后制作模型骨架,在骨架中心處的圓球 上打孔定位,然后將經特殊處理的桿件插入孔內,既保 證桿件空間位置的準確性,又控制了每根桿件的長度。 經修整后,形成模型骨架。
鑄造工藝 主要控制內容:采用透氣性好、 強度高、干燥快的醇基涂料;布設澆鑄系統;向砂 箱內通COz氣體,使砂型硬化,然后注入鋼水進行澆 鑄;熱處理改善鋼性能;后處理控制鑄件外觀。
精度控制在鑄造過程中,采用三坐標儀測量 控制鑄鋼件空間位置精度。為確保鑄鋼件鑄造工藝更 加合理,使節點幾何形狀、外觀達到建筑設計要求,在 正式生產前,選取典型的429號節點,按照1 : 1的比例 進行模具制造試驗及澆鑄試驗。
2.3樹枝結構安裝工藝
鑄鋼節點-深圳機場
枝狀空間結構打破了傳統的橫平豎直的結構形 式,對現場安裝提出了較高的技術要求I枝狀空間結 構為不規則結構,節點鑄件形狀各異、外形復雜、體積 龐大。針對其形式和特點,制定了由下向上、由內及 夕卜、由主枝到次枝的空間定位安裝工藝:
根據黃金樹結構及安裝工藝,建立計算模型, 進行各安裝工況和胎架拆除過程中樹枝結構整體內力 分析,為結構安裝提供計算依據。
黃金樹1:10現場安裝模擬,核實安裝工藝。
高空組裝采取由下向上、由中間向四周、由主 到次依次安裝,將每個節點安裝與精校到位。實際安 裝按照主干、第1層主桿件、組合空間三角形構件、組 合三棱錐體構件、傘形屋面桿件的順序進行。
在鑄鋼節點下方搭設節點安裝與校正專用固 定架與支撐架,吊裝節點至支撐架上,調校節點至設計 位置。
選擇合理的焊接工藝,制定焊接順序,減少焊 接約束,有效控制焊接變形。
對結構內力進行監控。在安裝過程、焊接前 后、胎架拆除前后進行黃金樹整體結構的應力-應變測 試,確保結構施工過程的安全。
2.4龐大的樹枝結構測控技術
采取有效的測控技術進行樹枝結構全程測控,并 采用預先控制,坐標引出,跟蹤測量,嚴格控制安裝順 序、工藝流程等技術措施。
采用計算機編程,在制作廠將節點中心坐標轉化 為實物表面三維坐標,每個鑄件選取3個以上測量標 志點。樹枝結構全程測控釆取全站儀極坐標測量法, 分4個步驟重點控制:著重測控單個節點精度;利 用結構上鑄件與桿件形成的第1層面的封閉的三角 形,在單個節點精確安裝的基礎上,精確調校三角形的 空間位置;在三角形框架基礎上,得到相對穩定的組 合三棱錐體,精確調校三棱錐體的各個構件及錐體的 空間位置;精確控制黃金樹的整體外形尺寸° 2.5異種鋼材焊接技術
通過優化和改進焊接工藝,控制整體焊接變形、控 制節點各分枝焊接變形、控制單個接頭焊接變形,從而 解決了不同材質、不同壁厚鋼管對接焊的難題,保證了 焊接質量和節點傳力的安全。
鑄件與鋼管對接為不同材質、不同壁厚的全方位 高空焊接,且在樹枝枝杈附近焊接空間極其狹窄。在 節點的設計及驗算中,為保證焊接質量,要預先考慮足 夠的焊接空間。正式焊接前,進行1:1的多參數模擬 焊接與試驗檢測,以確定佳的焊接參數及工藝措施
更多>本企業其它產品





最新建材產品
- 09-09防腐涂塑鋼管品牌廠家 四川蜀帝管業
- 09-06重慶涂塑鋼管生產廠家有哪些 蜀帝管業經驗豐富
- 09-06供水涂塑鋼管 內外涂塑螺旋鋼管 工業化工建筑供水管道
- 09-06psp鋼塑復合壓力管 貴州廠家 規格齊全
- 08-30成都涂塑鋼管廠家有那些
- 08-29四川成都psp鋼塑復合管廠家直銷 規格全價格合理
- 08-28熱浸塑鋼管 穿線管 電力電纜通信保護套管 廠家供應支持定制穿線涂塑管
- 08-28內襯不銹鋼外涂塑鋼管廠家供應 規格全質量好價格優
- 08-23成都鍍鋅管 外鍍鋅內涂塑鋼管 鍍鋅鋼塑復合管
- 08-23四川成都防腐鋼管廠家 內環氧樹脂外聚乙烯涂塑鋼管
點擊排行
- 788981木紋磚,150x600木紋磚,15656 美洲楓木
- 755752木紋磚,150x600木紋磚,15612 圣美雨橡
- 750513木紋磚,150x600木紋磚,15623 北美胡桃
- 739024木紋磚,150x600木紋磚,15621 伊頓翅木
- 737435爵士防盜門不銹鋼門
- 726756木紋磚,150x600木紋磚,15611 圣美雨橡
- 428497木紋磚,150x800木紋磚,15821 美洲橡木
- 401708供應無紡熔噴口罩機駐極高壓靜電發生器噴漆專用120KV批發
- 361029木紋磚,150x800木紋磚,15812 非洲鐵梨木
推薦資訊
最新問答
最新微商機
建材之家
| 關于建材之家
| 聯系我們
| 加入建材之家
| 隱私政策
| 使用協議
| 財務相關
| 城市分站
| 招商加盟
| 建材群站
| 網站地圖 | 排名推廣 | 廣告服務 | 網站留言 | 違規舉報 | sitemap
| 粵ICP備14017808號
全國服務電話:0755-82034561/18923733323;客服QQ:727533600/876399953;新浪微博ID:jc68com;
微信服務號ID:jc68-1;  粵公網安備 44030402000745號
粵公網安備 44030402000745號
建材之家旨在傳遞更多商機信息!信息內容都是網絡用戶自發貢獻,本站只提供信息存儲空間服務,如有涉嫌抄襲/侵權/違規內容請告知QQ:275171283處理!
?2015-2020 Bo-Yi.Com Powered by 建材之家 v4.5 策劃運營:深圳市博一建材有限公司






 粵公網安備 44030402000745號
粵公網安備 44030402000745號 建材之家旨在傳遞更多商機信息!信息內容都是網絡用戶自發貢獻,本站只提供信息存儲空間服務,如有涉嫌抄襲/侵權/違規內容請告知QQ:275171283處理!
?2015-2020 Bo-Yi.Com Powered by 建材之家 v4.5 策劃運營:深圳市博一建材有限公司
-
0755-82034561
18923733323 -

客服微信